
JIUYUAN
20+ ÅRODM&OEM
Elektrisk og mekanisk
20+ ÅRODM&OEM
Elektrisk og mekanisk

Kategorier
Seneste indlæg
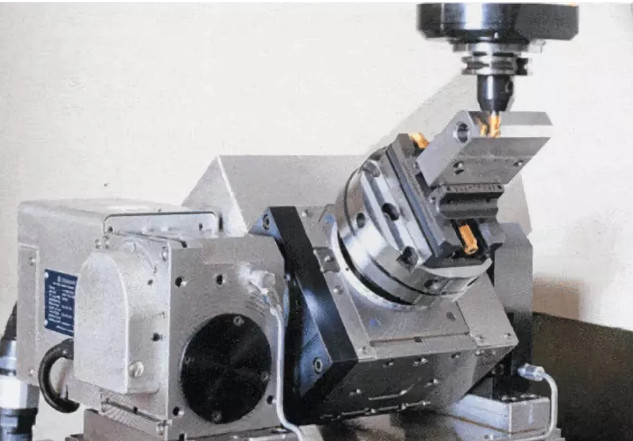
Centerværktøjsjusteringstrin forCNC-bearbejdningsdele
Tag midten af artefakten som et eksempel.
Emne spindel på 1, fræser efterladt af artefakterne, husk X-værdien, kniv, flyttet til højre for artefakter, til højre, husk X-værdien, de to X-værdier, gennemsnit, registreret i G54 X 2 hovedaksel drejes på, forsiden af fræseren på emnet, husk Y-værdi, kniv, flyttet til bagsiden af emnet, tæt på bagsiden, husk Y-værdien, de to Y-værdier, gennemsnit, optag i G54 Y 3-hovedakslen er tændt, afhængig af overfladen af emnet, langsomt med fræseren husk Z-værdien, sæt den ind i G54 Z. G92-instruktionen bruges til at etablere emnets koordinatsystem, som afhænger af værktøjets aktuelle position.
Anvendelsesformatet for denne vejledning er G92 X_Y_Z_, hvilket betyder, at koordinatværdien for værktøjets aktuelle position i emnekoordinatsystemet er (X_,Y_,Z_).
(1) En aflæsningsværdi M1 opnås, når en fræser bruges til at kontakte emnekonturen i X-retningen, og derefter flyttes spindlen til den anden side af emnekonturen i X-retningen for at komme i kontakt med de to grader M2.Indtast M=M2-M1 på værktøjskomplementmålingssiden.
(2) En aflæsningsværdi N1 opnås ved at kontakte emnekonturen med en fræser i Z-retningen.Bevæg derefter spindlen for at komme i kontakt med den anden side af emnekonturen i Z-retningen for at opnå to grader N2.Indtast N= mn2-n1 på værktøjskomplementmålingssiden.Vil du lære UG-programmering kan tilføje små MAKE up QQ: 770573829 få undervisningsmaterialer og kurser.
Formålet med fræser til fræser er at bestemme den rumlige positionsrelation mellem emnets koordinatsystem og værktøjsmaskinens koordinatsystem gennem fræseren eller værktøjet til værktøjet, og at indtaste værktøjsdataene til den tilsvarende lagerplads. Det er den vigtigste operationsindhold i nc-bearbejdning, dets nøjagtighed vil direkte påvirke bearbejdningsnøjagtigheden af dele. Knivindstillingsoperationen er opdelt i X-, Y- og Z-retning.
JIUYUAN har to etager til CNC-bearbejdningsværksted, der dækker 3000 kvadratmeter og byggede vores egen anodiseret fabrik til CNC-bearbejdede aluminiumsdele.
CNC-værksted har 20 sæt 4-akset CNC-bearbejdningscenter, 12 sæt 3-aksede CNC-maskiner, 18 sæt boremaskiner og 10 sæt drejebænke.
Vi har fordel på aluminium CNC bearbejdningsdele,eloxerede CNC-bearbejdningsdele,stål CNC-bearbejdningsdele,plast CNC-bearbejdningsdele,en række præcisions-CNC-bearbejdningsdele.
tlf.:+8613267205630
Whatsapp:13267205630
E-mail:emily@jiuyuan999.com
Skype:emilymoonjiang






